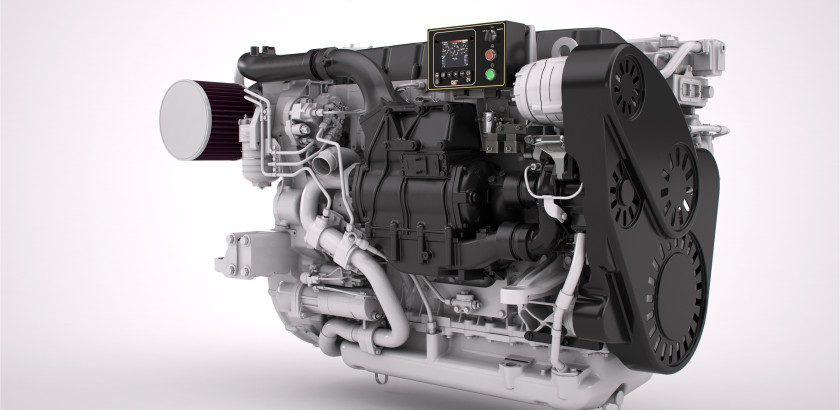
After purchasing his truck with a Caterpillar C15 engine eight months ago, OOIDA Life Member Lee Strebel of Peachtree City, Ga., says it has been a financial nightmare trying to keep his 2007 Peterbilt out of the shop and on the road. “It’s been a problem almost since day one,” Strebel told Land Line on Monday,…